 Custom slew bearing for Spain customer
Custom slew bearing for Spain customer Custom slew bearing for UnitedKingdom customer
Custom slew bearing for UnitedKingdom customer Slew bearing for Brazll customer
Slew bearing for Brazll customer Slewing bearings exported to Russla
Slewing bearings exported to Russla Slewing bearings for UnitedStates customer
Slewing bearings for UnitedStates customer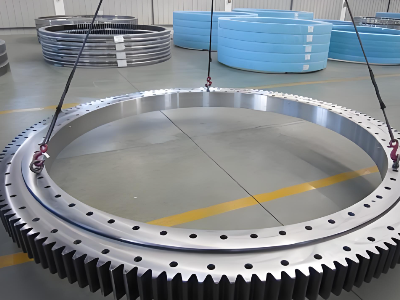 Slewing ring exported to Southeast Asia
Slewing ring exported to Southeast Asia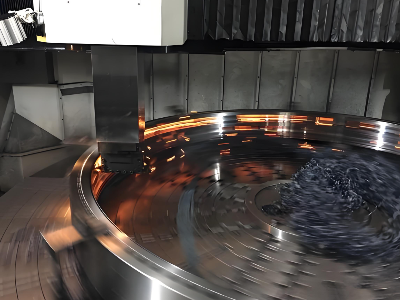 Slewing ring exported to Southwest Asia
Slewing ring exported to Southwest Asia Slewing ring exported to North America
Slewing ring exported to North America Slewing ring exported to South America
Slewing ring exported to South America Slewing ring exported to South Africa
Slewing ring exported to South Africa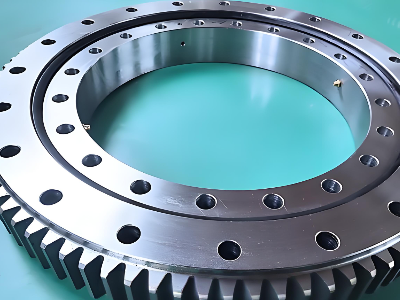 Slew bearing for India customer
Slew bearing for India customer Slew bearing for Latin America customer
Slew bearing for Latin America customer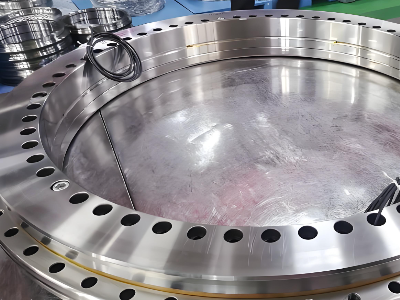 Slewing bearing for Türkiye customer
Slewing bearing for Türkiye customer Slewing bearing for Uzbekistan customer
Slewing bearing for Uzbekistan customer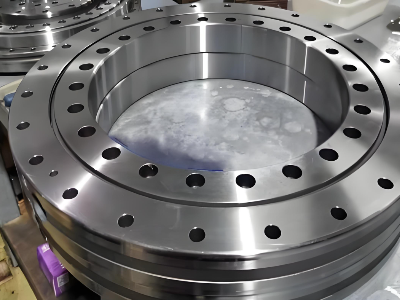 Slewing ring exported to South Korea
Slewing ring exported to South Korea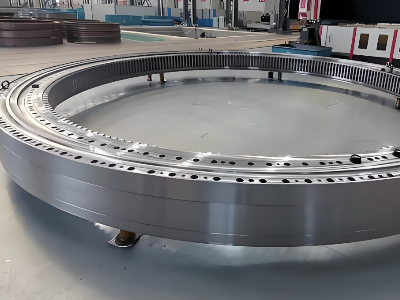 Slewing ring exported to Mexico
Slewing ring exported to Mexico Custom slew bearing for Mexico customer
Custom slew bearing for Mexico customer Custom slew bearing for Italy customer
Custom slew bearing for Italy customer Custom slew bearing for Vietnam customer
Custom slew bearing for Vietnam customer Slewing bearing for Europe customer
Slewing bearing for Europe customer
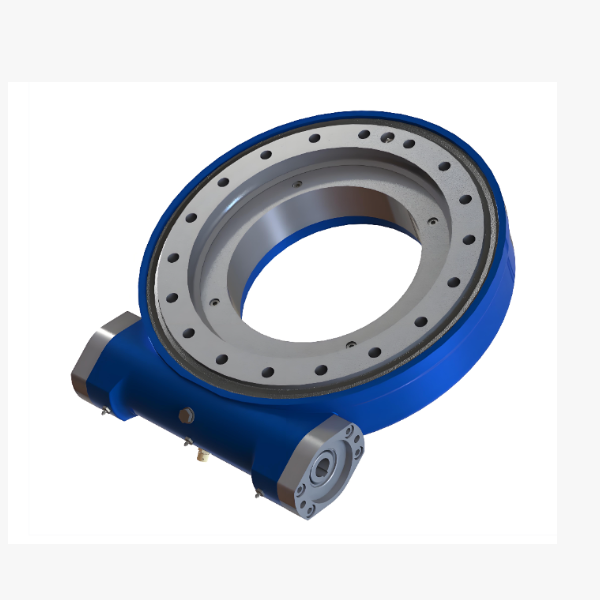
Product Series Overview: Engineered for the HSE Standard
Our HSE Series worm gear drives are meticulously calibrated to match the mounting dimensions and torque requirements of popular slewing ring bearings used in the crane industry.
-
Direct Slew Ring Compatibility: The output flange and bolt patterns are designed to seamlessly mate with standard internal or external tooth slewing rings, simplifying installation and reducing alignment errors.
-
Double-Enveloping Core: The signature globoid geometry ensures multiple teeth share the load simultaneously, distributing stress evenly and eliminating the point-loading failures common in lesser drives.
-
Inherent Self-Locking Safety: The high friction angle of the dual-worm interaction creates a natural mechanical lock. This prevents the crane boom from swinging uncontrollably due to wind gusts or load shifts, providing a critical safety layer independent of external brakes.
-
Ruggedized Housing & Sealing: Constructed from high-grade ductile iron with reinforced ribs, the housing absorbs shock. Multi-stage labyrinth seals combined with high-performance lip seals achieve IP67/IP68 ratings, keeping dust, rain, salt spray, and grease out of the gear chamber.
-
High Shock Load Capacity: Designed with safety factors exceeding typical crane standards (ISO/DIN), the HSE Series absorbs the violent jolts of starting, stopping, and dynamic lifting without gear tooth fracture.
Key Features: Why the HSE Series is the Smart Choice for Cranes
Why specify the HSE Series worm gear drive for crane slewing applications? The operational advantages are measurable and mission-critical:
-
Fail-Safe Load Holding: In vertical lifting and long-reach applications, gravity and wind constantly fight the drive. Our self-locking worm mechanism ensures the crane holds its position firmly, eliminating "creep" and enhancing operator confidence during delicate placements.
-
Compact High-Torque Output: By maximizing torque per unit volume, the HSE Series allows crane designers to reduce the size and weight of the rotation assembly. This lowers the overall center of gravity and increases the crane’s lifting capacity.
-
Smooth, Vibration-Free Rotation: Despite high reduction ratios, the multi-tooth contact ensures silky smooth power transmission. This reduces stress on the crane’s lattice boom or telescopic arm, minimizes load swing, and improves positioning accuracy.
-
Durability in Harsh Environments: From the dusty quarries of Australia to the salty decks of North Sea oil rigs, the HSE Series is built to last. Its sealed design and corrosion-resistant coatings protect against abrasive particles and corrosive elements.
-
Low Maintenance & Long Life: The robust gear meshing and high-quality synthetic lubricants (pre-filled) significantly extend service intervals. Many HSE units are designed for "sealed-for-life" operation, reducing total cost of ownership (TCO).
Applications: Powering the World’s Critical Lifts
The HSE Series worm gear drive is the preferred choice for a wide range of lifting equipment:
-
Mobile Truck Cranes: Provides the reliable, self-locking rotation needed for quick setup and precise load placement in urban and rough-terrain environments.
-
Tower Cranes: Essential for the slewing mechanism of top-slewing tower cranes, ensuring stable rotation at great heights where wind loads are significant.
-
Crawler Cranes: Handles the massive torque requirements of large crawler cranes used in heavy industrial construction and wind farm installation.
-
Offshore & Marine Cranes: Specifically coated and sealed versions resist saltwater corrosion and humidity, making them ideal for shipboard cranes and offshore platform lifts.
-
Railway Maintenance Cranes: Delivers the rugged performance needed for maintenance-of-way vehicles operating on tracks with high vibration and debris.
-
Floating Cranes & Barge Mounts: Offers the stability and shock absorption required for lifting operations on unstable water surfaces.
Why Partner with Us for Crane Drive Solutions?
Sourcing crane slewing drives from China requires a partner who understands the severity of lifting dynamics and the criticality of uptime. Here is why global crane OEMs and rental companies trust us:
-
Specialized Globoid Gear Expertise: Manufacturing double-enveloping worms requires specialized hobbing and grinding capabilities. Our facility is equipped with advanced 5-axis CNC machinery dedicated to this complex geometry, ensuring perfect meshing and optimal load distribution for every HSE unit.
-
Proven Field Performance: Our drives are currently operating in some of the harshest environments globally, proving their resilience against extreme cold, heat, dust, and saltwater corrosion.
-
Custom Engineering Support: Every crane model has unique constraints. We work directly with your engineering team to customize input shafts (hydraulic motor mounts), gear ratios, and sealing solutions to fit your specific slewing ring and hydraulic system.
-
Strict Quality Assurance & Traceability: Every HSE unit undergoes rigorous load testing, including dynamic shock simulations and endurance runs. We provide full material certification (MTRs) and traceability for all critical components, meeting ISO, CE, and DIN standards.
Tag: High Precision Slew Drive